At CONVERGIX, we deliver food and beverage manufacturing solutions built for uncompromising safety, sanitation, and speed. Our automation systems span the entire process, helping you maintain FDA compliance while maximizing uptime and product quality. With hygienic design, advanced motion control, and seamless integration, we create flexible, reliable production environments that adapt to everything from delicate confections to high-volume protein lines.
Food & Beverage Manufacturing Solutions Processing, Packaging & Sanitary Systems
Processing, Packaging & Sanitary Systems
Processing, Packaging & Sanitary Systems



Challenge
Food & Beverage Production: Safety, Speed, and Sanitary Excellence
Food and beverage manufacturers face intense pressure to balance performance and compliance. Production systems must maximize uptime while meeting strict FDA sanitation standards. From dispensing to palletizing, every piece of equipment must endure high-temperature, high-pressure washdowns without compromising food safety. Profitability depends on reliable automation that keeps lines running, safeguards product quality, and adapts to the demands of everything from delicate confections to raw proteins.
Solution
Comprehensive Food & Beverage Automation: From Processing to Packaging
We provide end-to-end manufacturing solutions for the food and beverage sector, delivering safe, hygienic automation from processing and portioning to packaging and loading. Partnering with your engineering, maintenance, and operator teams, we create easy-to-maintain solutions that align with existing systems, quickly reduce material, labor, and energy costs, boost reliability through advanced servo-driven technology and motion control, and ensure full FDA compliance with complete documentation support.

Capabilities
Food & Beverage Processing & Packaging
Sanitary Systems
CIP & Wash Down
Clean-in-place (CIP) and washdown capabilities are fundamental to food safety compliance and operational efficiency. Our equipment is engineered from the ground up for high-temperature, high-pressure cleaning protocols, with sanitary design principles integrated throughout to eliminate contamination risks and simplify cleaning procedures.
Sanitary Design Features
Our washdown-ready systems meet FDA hygiene regulations while maintaining production reliability:
- High-temperature, high-pressure washdown capability
- Sanitary stainless steel construction
- Sloped surfaces and sealed enclosures
- IP69K-rated components for wet environments
- CIP-compatible process equipment
- Quick-disconnect fittings for cleaning access
Material Movement
Primary Handling
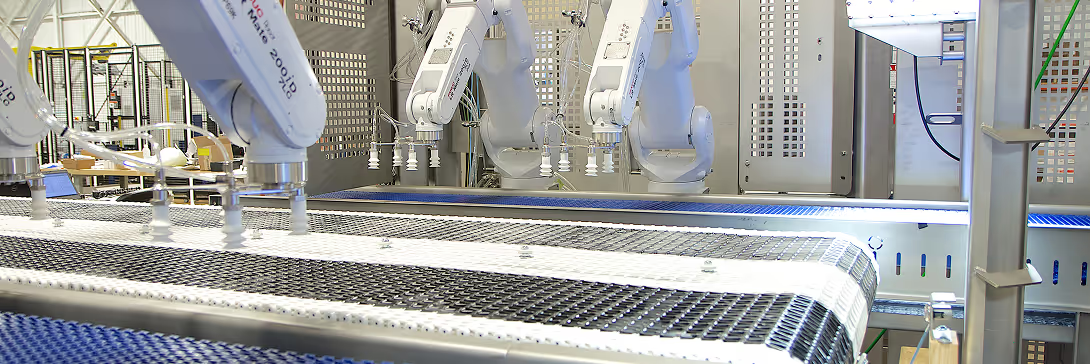
Primary handling systems move food products through processing and packaging operations with gentle, hygienic transport that maintains product integrity and food safety. Our conveyor and handling solutions are designed specifically for food-contact applications, with washdown construction and sanitary materials.
Primary Handling Solutions
Our food-grade handling systems provide reliable, hygienic product transport:
- Sanitary conveyor systems with washdown construction
- Food-grade belting and contact surfaces
- Gentle handling to prevent product damage
- Accumulation and buffering capability
- Quick-release designs for cleaning access
- Integration with processing and packaging equipment
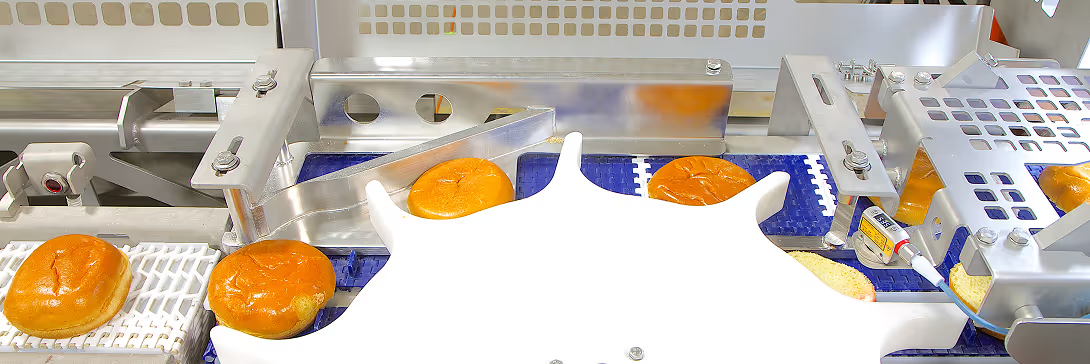
Sweet Goods Packaging
Confectionary Packaging
Confectionary products require specialized handling to prevent damage to delicate items while maintaining presentation quality and freshness. Our confectionary packaging systems handle chocolates, candies, baked goods, and sweet treats with gentle automation designed for both speed and care.
Confectionary System Capabilities
Our confectionary packaging solutions balance speed with gentle handling for premium products:
- Gentle product handling for delicate items
- High-speed flow wrapping and bundling
- Tray loading and display packaging
- Vision-guided product orientation
- Temperature-controlled environments
- Quick changeover for seasonal products
Protein Processing
Protein Packaging
Protein packaging requires strict food safety and efficient handling, from fresh meats to processed proteins. Our systems meet the stringent demands of meat, poultry, and seafood operations with sanitary design and full traceability.
Protein Packaging Features
Our protein handling systems meet the demanding requirements of meat and poultry operations:
- Sanitary design for raw and cooked protein handling
- Temperature-controlled processing environments
- Automated portioning and weighing
- Modified atmosphere packaging (MAP) integration
- Batch tracking and traceability systems
- Washdown construction for USDA compliance
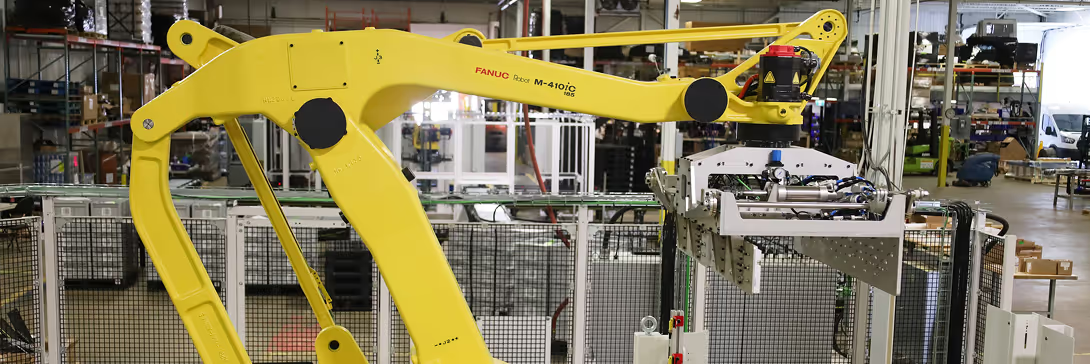
Automated Loading
Tray Loading/Unloading
Automated tray loading and unloading systems arrange products into retail, freezer, and process trays while maintaining consistent patterns and preventing damage. Our tray handling equipment integrates with upstream and downstream operations to create complete packaging lines.
Tray Handling Capabilities
Our tray loading systems provide precise product placement with high-speed efficiency:
- Robotic and mechanical tray loading configurations
- Vision-guided product recognition and placement
- Multi-pattern capability for different tray formats
- Gentle handling to prevent product damage
- Automated tray denesting and stacking
- Integration with overwrap and lidding systems
Food Safety Design
Hygienic Design
Hygienic design minimizes contamination risk by carefully engineering equipment surfaces, joints, and access. Following 3-A Sanitary Standards and EHEDG guidelines, our approach delivers equipment that protects product safety and simplifies cleaning and maintenance.
Hygienic Engineering Principles
Our hygienic design methodology ensures food safety compliance throughout equipment design:
- 3-A Sanitary Standards compliance
- Elimination of product entrapment areas
- Smooth, cleanable surface finishes
- Accessible design for inspection and cleaning
- Sanitary welding and joining techniques
- Drainage and self-draining configurations
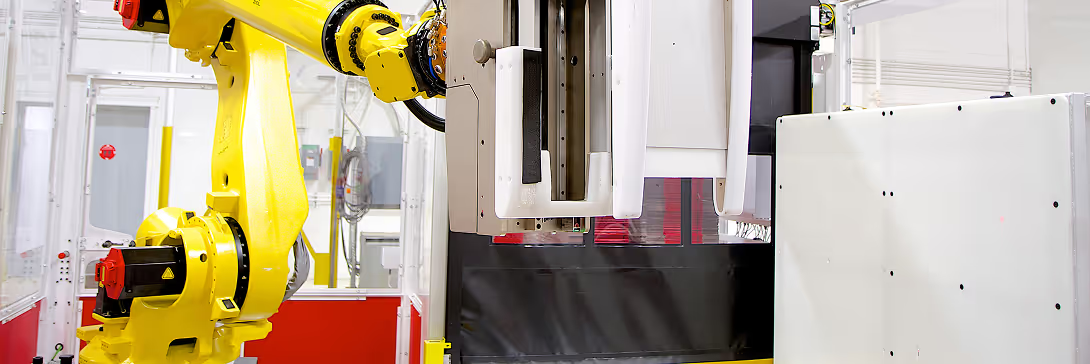
Food Processing Solutions
Raw & Ready to Eat Food
Processing equipment for raw and ready-to-eat (RTE) foods requires strict separation protocols and sanitation measures to prevent cross-contamination. Our processing solutions address the distinct requirements of raw and RTE production environments with appropriate safeguards and hygienic construction.
Processing System Features
Our food processing systems handle both raw and RTE products with appropriate safety protocols:
- Segregated processing zones for raw and RTE products
- Automated dispensing and dosing equipment
- Servo-driven filling systems with precise volume control
- Portioning and stacking automation
- State-of-the-art motion control technology
- Full documentation support for FDA compliance
Packaging Automation
Product Packaging
Product packaging systems create retail-ready packages with consistent quality, secure seals, and strong shelf appeal. Our automation handles filling, forming, sealing, and labeling, with the flexibility to run multiple package formats and sizes.
Packaging Line Capabilities
Our product packaging solutions deliver retail-ready products with quality and efficiency:
- Form-fill-seal automation for flexible packaging
- Rigid container filling and sealing
- Labeling and date coding systems
- Quality inspection and reject handling
- Multi-format capability with quick changeover
- Integration with downstream case packing
Benefits
What Food & Beverage Manufacturing Systems Deliver
FDA Compliance with Maximum Uptime
Sanitary design and washdown construction meet regulatory requirements while maximizing uptime
Immediate Cost Impact
Optimized automation and streamlined processes cut material, labor, and energy costs
Complete Traceability and Quality Assurance
Robust documentation and tracking systems ensure product safety and enable rapid response to issues
Maximize production uptime with CONVERGIX's automation solutions.
Packaging
Complete your production flow with integrated end-of-line packaging solutions built for sterile handling, accuracy, and regulatory traceability.
Material Handling
Ensure smooth part movement between every station with handling systems engineered to keep your assembly line consistently running at full speed.
Automation & Controls
Modernize your control environment with upgraded PLC/DCS hardware and optimization strategies that strengthen digital performance.
